
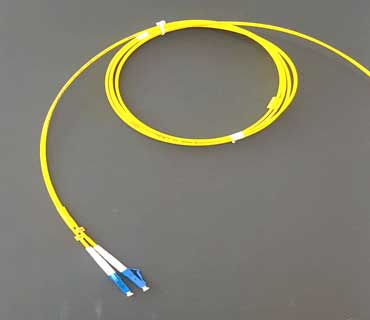
دستور العمل مونتاژ کانکتور LC (UPC/APC) 3mm
بند 1 –هدف :
هدف از تدوین این دستورالعمل معین نمودن نحوه مونتاژ کانکتور LC (UPC/APC) 3mm در این قسمت می باشد .
2- دامنه کاربرد :
این دستورالعمل برای خط تولید PIGTAIL & PATCH CORD فیبر نوری گروه مهندسی رسا صنعت آپادانا کاربرد دارد .
3- تعاریف :
SX | DX |SM | MM | UPC | APC | JACKET | CORE | CEVLAR/BUFFER
4- مسئولیت ها :
مسئولیت اجرای این دستورالعمل با مسئول خط تولید PIGTAIL & PATCH CORD و کلیه افراد شاغل دراین قسمت موظف به رعایت کلیه نکات آن می باشند.
5- شرح عملیات :
5-1 دریافت دستورکار :
5-1-1- مشخصات مربوط به تولید PIGTAIL & PATCH CORD طی فرم دستور کار به شماره : ................ ازمدیر فروش شامل مشخصات ذیل دریافت می گردد و نسبت به شروع عملیات تولید طبق بندهای دستورالعمل اقدام می نماید .
ORDER TYPE : PIGTAIL / PATCH CORD (SX/DX)
FIBER CORE TYPE : SM/MM
CONNECTOR TYPE : LC/FC/SC
FERRUL TYPE : UPC/APC
FIBER LENGTH : ….. M
FIBER JACKET SIZE : 0.9mm / 2.00mm / 3.00 mm JACKET TYPE (PVC-LSZH)
QUANTITY : …. PCS
5-2 : عملیات برش (کابل فیبر نوری ZIPCORD ) 2.00mm DX/SX
5-2-1- کلیه کابلها بر اساس دستور کار شامل نوع کابل (SX/DX)-(SM/MM)( 2.00mm) و براساس متراژ مشخص شده کات و حلقه می شوند .
نکته: حلقه ها توسط سیم بست فرم کاری می شوند و در هر طرف به میزان لازم جهت نسب کانکتور مربوطه آزاد گداشته می شود.
5-3 عملیات آماده سازی، قطعه گذاری کانکتور و روکش برداری STRIP کردن کابل فیبر نوری (LC UPC/APC 3.mm)
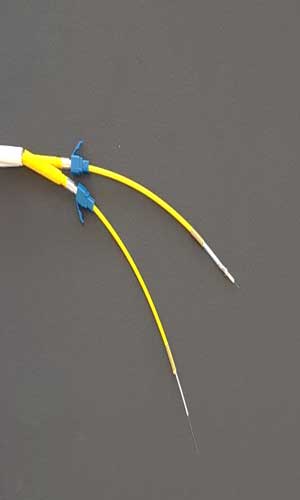
*** در صورت مونتاژ کانتکور برای PATCH CORD DX ابتدا روکشهای حرارتی (شرینگ حرارتی ) و شماره گداری های عددی ( تگ لیبل ) مشخص کننده طرفین کابل را جای گذاری می کنیم . ( همانند شکل زیر )
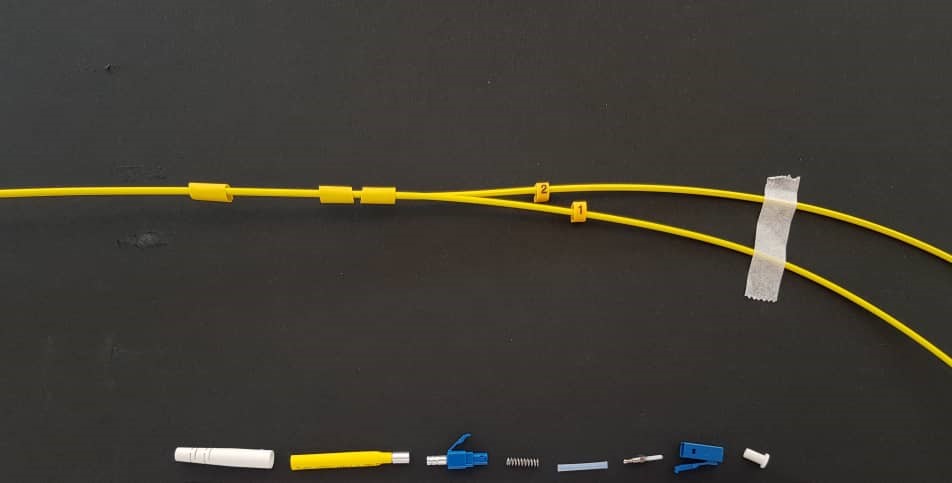
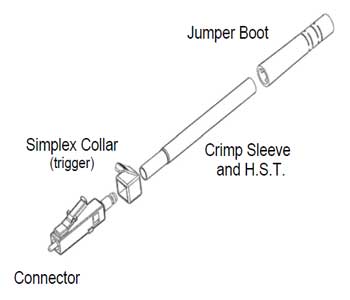
- عملیات قطعه گذاری به ترتیب ( قطعه اول ، بوت ، BOOT )
.jpg) ، قطعه دوم، حلقه فلزی همراه با روکش حرارتی زرد رنگ
، قطعه دوم، حلقه فلزی همراه با روکش حرارتی زرد رنگ .jpg) CRIMP SLIVE AND H.S.T)) ، قطعه سوم
CRIMP SLIVE AND H.S.T)) ، قطعه سوم  و فنر
و فنر .jpg) را جای گذاری می گردد . ( همانند شکل زیر )
را جای گذاری می گردد . ( همانند شکل زیر )
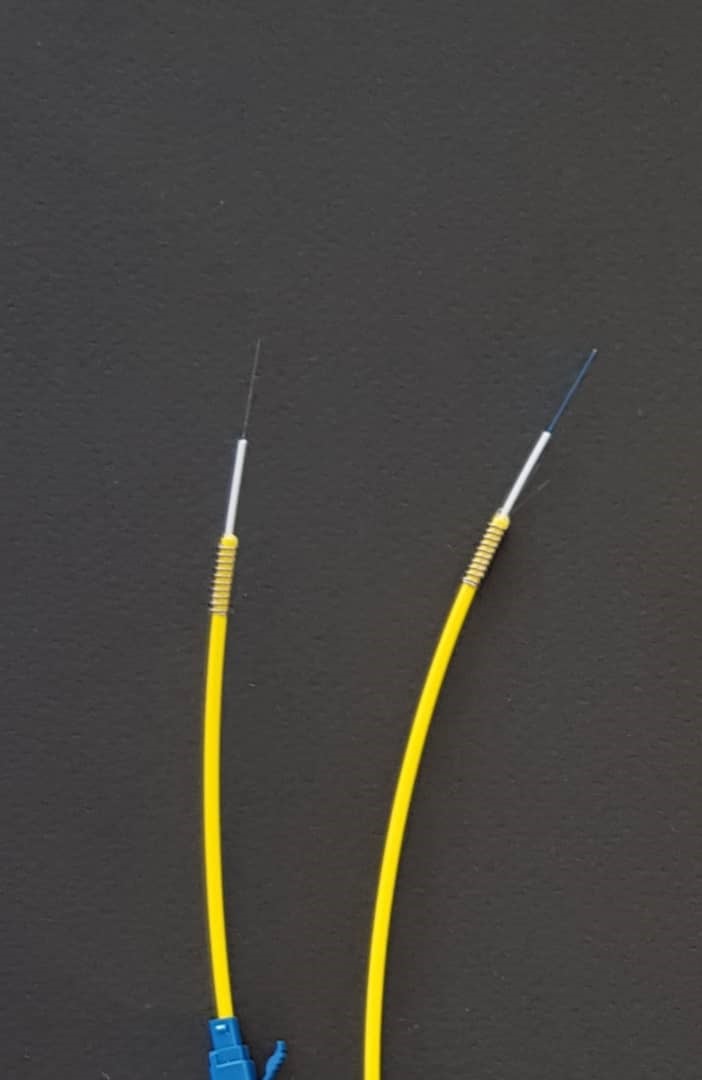
- عملیات STRIP کردن روکش کابل یا روکش برداری لایه اولیه یا همان JACKET به میزان 3CM .
- کوتاه کردن کولار/بافر تا 1CM
- روکش برداری STRP کردن روکش روی فیبر CLAD تا 1.5CM
- CORE فیبر روکشبرداری شده را توسط دستمال بدون پرز KIMTECH آغشته شده به الکل به مشخصات ....... تمیز می کنند .
- فرول مربوط به کانکتور LC را با توجه به دستور کار انتخاب (UPC/APC ) و طبق دستور العمل آماده سازی و تزریق چسب ، فرولها با چسب ترزیق ، سپس قطعه لوله ایی پلاستیکی شفاف روی فرول نصب
 و این مجموعه را روی CORE فیبر جایگذاری می کنیم .
و این مجموعه را روی CORE فیبر جایگذاری می کنیم .
نکته ایمنی : سر core فیبر بسیار باریک و مانند سوزن می تواند به دست ما آسیب برساند . در صورت شکستن فیبر در دست نسبت خروج آن اقدام نمایید .
5-4 عملیات پخت چسب و هیتر
- کابلها و کانکتورهای آماده شده در مرحله قبل را روی fixture مربوط به هیتر قرار می دهیم
- نسبت به ثابت شدن کابلها روی هیتر ( همانند شکل زیر ) برای جلوگیری کردن حرکت فیبر در فرول اقدام میکنیم .
- دما هیتر 140درجه سانتی گراد
- زمان پخت چسب داخل فرول بین 15 دقیقه تا 20 دقیقه نسبت به نوع fixture و فاصله فرول تا هیتر متفاوت است . پخته بودن چسب از رنگ قهوه ایی روشن بیرون زده از انتها فرول مشخص است . ( همانند شکل زیر )

عملیات کات فیبر پس از هیتر
- در صورت بیرون بودن core فیبر پس از پخت چسب ، core اضافه را توسط کاتر مخصوص بریده می شود . ( همانند شکل زیر )
نکته ایمنی : سر core فیبر بسیار باریک و مانند سوزن می تواند به دست ما آسیب برساند . در صورت شکستن فیبر در دست نسبت خروج آن اقدام نمایید .
5-4 عملیات پرس ( ایجاد جزء مکانیکی اسطحکامی کششی کانکتور )
- با گذاشتن کولار بین قطعه دوم
 و قطعه سوم انها را روی یکدیگر پرس می کنیم
و قطعه سوم انها را روی یکدیگر پرس می کنیم - با حرارت سشوار صنعتی روکش حرارتی زرد رنگ قطعه دوم را روی پوسته کابل شرینگ می کنیم .
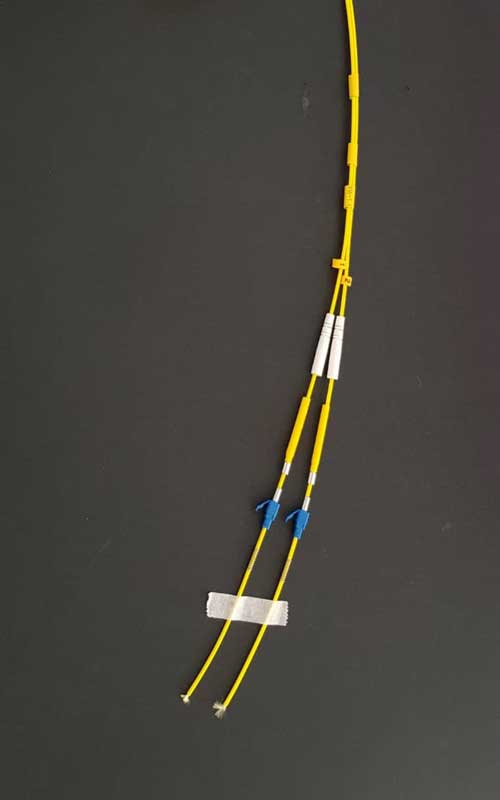
عملیات تکمیل مونتاژ قطعات کانکتور
- پس از مراحل فوق قطعه آخر
 مونتاژ می شود .
مونتاژ می شود .
6- مدارک :
|
شرح مدرک |
کد مدرک |
محل نگهداری |
مدت نگهداری |
|
دستور العمل آماده سازی و تزریق چسب |
|
|
|
|
فرم دستور کار |
|
|
|


تعداد نظرات داده شده برای این خبر:۰